






新闻资讯
大家好我是CNC技术应用,我们现在在用这台雷尼绍激光干涉仪检测调试这台普锐米勒U500、摇篮式五轴的机床整体精度。
现在同事正在调试这台激光干涉仪,需要把这台激光干涉仪内部射出的激光通过镜片再折射到Z轴的镜片上,激光再原路返回。现在正在检测的是Z轴的精度,和大家说一下激光干涉仪的作用。

它可以检测机床各个线性轴的各项精度,比如说定位精度,也就是从a点到b点的定位准确度。然后是重复定位精度,就是a点到b点的往复定位精度。还有就是线性轴的背隙,线性轴的丝杠在长期的运行过程中必然会产生一些磨损,磨损就会产生间隙,间隙导致精度上的损失。
所以我们通过激光干涉仪检测丝杠全行程每段的误差。因为日常加工中一般的丝杠中间磨损是比较严重的,所以在检测时以30毫米为一段分段的检测丝杠的间隙。测量完之后所有的数据都会上传到电脑中,我们能查看到。

这个是检测的过程,但是我们如何去修正这个误差,总不能因为丝杠的正常磨损就定期更换丝杠。这个时候可以通过系统的补偿把激光干涉仪检测出来的间隙值直接输入到系统中,让它自动进行一个补偿。

我们现在第一次检测已经完成,我们来看一下误差值,这个位置不确定度5.2个um,这个意思就是定位精度的意思,5.2个um,这是一个不错的数据。要知道这是一台两年到三年的一个机床,每天都在使用。
目前市面上绝大部分的三轴机和五轴机在出厂的时候定位精度也才标到6个um左右,不信大家可以去看一下哈默米克朗德玛吉(同等级机床,别拿科恩比较),它们的机床出厂精度是多少?然后把测量得到的间隙值输入到海德汉系统的,这个线性轴补偿界面里面这个功能是所有系统都有。补偿完成以后再做一次激光看看精度能优化到什么程度。
·在补偿完之后现在开始做第二次的检测,需要注意无论什么机床怎么补偿都不可能把误差消除到0,只能把误差尽量的缩小,误差是必然存在的。
·一会来看一下优化后的数据反馈。现在Z轴不断的在移动,就是检测每30毫米它所存在的间隙值是多少,注意看数值每隔30mm测量一次。
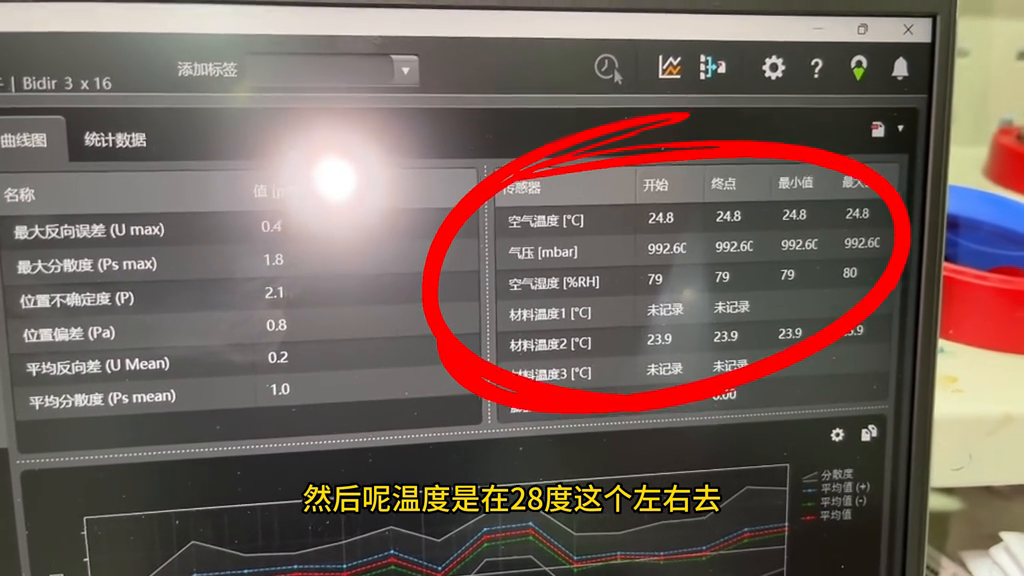
现在第二次检测完成了来看一下激光干涉仪反馈的数据。全行程往复测量了三次,最后得到的数据是位置不确定度,也就是定位精度2.1个um,最大分散度也就是重复定位精度1.8um,最大反向误差0.4个um,这就是丝杠的反向间隙。

这个算是非常好的数据了,可以看一下温度是在28度左右去测量的,这个就是激光干涉及检测精度和修正精度的方式。如果你觉得你的机床精度差,加工尺寸不准确或者铣孔有椭圆,在排除其他机械故障之后可以打一次激光试试,效果是非常好的。

发布日期: 2026-03-27

发布日期: 2026-01-27

发布日期: 2023-11-14
发布日期: 2024-07-08

发布日期: 2024-07-03
发布日期: 2024-04-24

发布日期: 2024-05-27
发布日期: 2024-01-17
发布日期: 2026-04-03
发布日期: 2026-04-03
发布日期: 2026-04-03
发布日期: 2026-04-03
发布日期: 2026-03-31














